


产品详细介绍

优良的性能是球墨管受欢迎的主要趋势,那我们就了解球墨管吗?对起一些清洁知识知道多少呢?青岛球墨铸铁管厂家就给您详细解释解释吧,首 先,将球墨管承口内的所有杂物擦洗干净。将胶圈上的粘着物清擦干净,把胶圈装入承口槽内,并用手沿整个胶圈按压一遍,或用橡 皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。其次,将润滑剂均匀地涂刷在承口安装好的胶圈内表面、在插口外表面涂刷润滑剂时要将插口线以外的插口部位全部刷匀。,应 按下管的要求将管子下到槽底,通常采用人工下管法或机械下管法。安装机具设备:将准备好的机具设备安装到位,安装时注意不要将已 清理的管子部位再次污染。在产品质量不断,市场不断扩大的大环境下,我国的球墨管的发展前景非常广阔。国际市场对我国球墨管产品的要求正逐步发展变化,对中国产品的质量、包装、供货期限都会有更高的要求,甚至逐步延伸到生产过程和产品的研发,将产品与环境保护、能源资源、人文环境结合起来。而巨大的市场和中心地位引力,将进一步吸引球墨管跨国公司制造中心向中国转移。
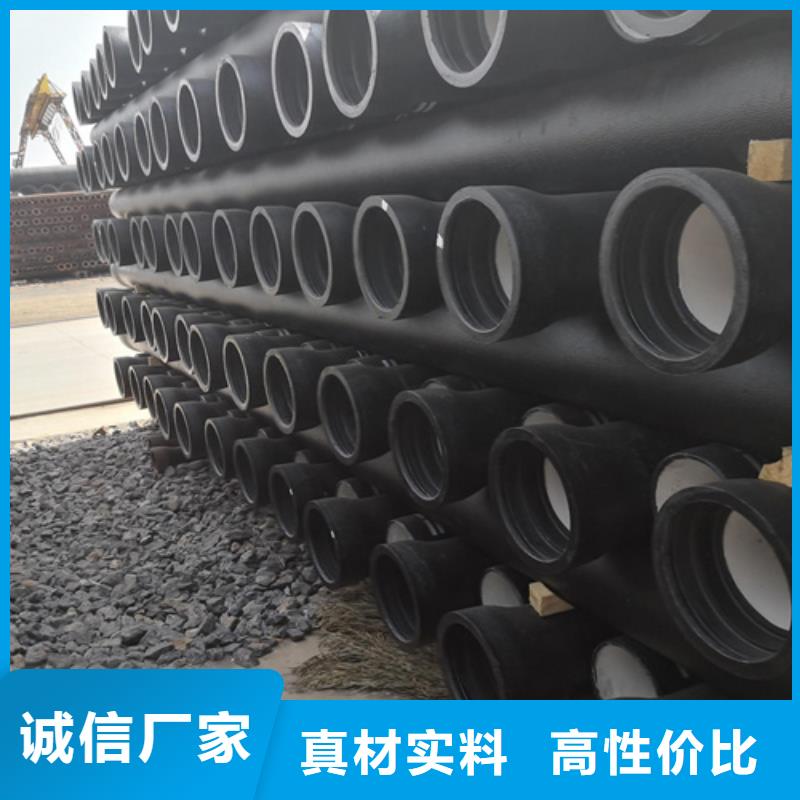
<青海>鹏瑞管业有限公司 青海dn450球墨铸铁管 物流快捷
山东鹏瑞管业球墨铸铁管厂家的装卸方法1.在运输过程中,由于装卸方式的原因,可能会造成球体墨铸铁管座椭圆形,DN400管下方切断椭圆形,用特殊工具重新形成500mm以重新形成花园,然后在水泥衬里修复现场水泥砂浆的组成(重量比)如下:2份水泥,3份沙子,2份水,1份添加剂,搅拌均匀,清理沙子和修补前的碎片,然后用水浸湿周围的地方;注意不要积水,修复要平滑的表面,涂上的塑料薄片;2.管下方的凹槽根据管的中心线朝向水流方向定位。然后,根据高度将每根管插入前管座。观察小管是否插座导线就位。大管穿过管道中的界面间隙。小间隙应不小于3至5mm,从第二支管,2T-8T张紧导链悬挂在管体轴向两侧,以确保界面间隙均匀,并解决问题当设计有斜坡时,管道向下移动。有点问题。直线段不允许以上,下,左,右角度安装。例如,当地面角度必须偏转时,DN1400mm以下的旋转角度可以是1.5度到3度,DN1600mm以上的旋转角度不得超过1.5度;3.安装的管线不能处于蛇形状态。如果施工团队需要进行调整,请将管线保持在一条直线上;4.橡胶圈存放在阴凉密封的地方;5,球体墨铸铁管沟槽砂层应平整,不允许有大的局部凸起,应检查安装管道,看管道是否悬空;6.检查回填时管道是否移位,包括上下左右;7.回填要求:管线中心线以下200mm高度的高度应压实一次,土壤压实密度大于90%,高于中心线管线的500mm高度应压实一次,土壤压实回填时,密度大于85%由某人负责和监督;8.当有特殊要求时,可以预留接口部分,管体中部应完全回填,以避免管道在整个压力试验过程中浮动和管道

 <青海>鹏瑞管业有限公司
<青海>鹏瑞管业有限公司
鹏瑞球墨铸铁管随着凝固温度范围的变窄,合金的热裂倾向变小,恒温凝固的共晶成分的合金不容易形成热裂。热裂形成于铸件凝固时期,但并不意味着铸件凝固时必然产生热裂。主要取决于铸件凝固时期的热应力和收缩应力。铸件凝固区域固相晶粒骨架中的热应力,易使铸件产生热裂或皮下热裂;外部阻碍因素造成的收缩应力,则是铸件产生热裂的主要条件。处于凝固状态的铸件外壳,其线收缩受到砂芯、型砂、铸件表面同砂型表面摩擦力等外部因素阻碍,外壳中就会有收缩应力(拉应力),铸件热节,特别是热节处尖角所形成的外壳较薄,就成为收缩应力集中的地方,铸件容易在这些地方产生热裂。热裂纹产生的原因体现在工艺和铸件结构方面其中有:铸件壁厚不均匀,内角太小;搭接部位分叉太多,铸件外框、肋板等阻碍铸件正常收缩;浇冒口系统阻碍铸件正常收缩,如浇冒口靠近箱带或浇冒口之间型砂强度很高,限制了铸件的自由收缩;冒口太小或太大;合金线收缩率太大;合金中低熔点相形成元素超标,铸钢铸铁中硫、磷含量高;铸件开箱落砂过早,冷却过快。

我们人群在建筑房子的时候尤其是建立工厂的时候,必须要有一个稳固的工作,能够有着很好的固定性东西来稳定我们工厂的建筑,然而T型接口球墨铸铁管就是一个很好的帮手,它能够起到一个很好的固定性作用,为我们的工厂建筑的更加稳定,也使我们的工人们也很放心的进入工厂工作,也不用担心有什么突发性的事情,比如火灾或者的爆炸之类的事情发生,就算是这样的情况,T型接口球墨铸铁管也能够有很好的稳定,把工厂也能够很好的支撑住。T型接口球墨铸铁管“如今的商业现状是,企业抱怨运营难,成本没完没了地上涨。”业内人士认为,成本不断上涨,归根到底是各方并未形成良好的契约关系,也并没有实现共赢。成本上涨引发的价格上涨,会降低品牌对消费者的